
物流仓库拣货方法浅论
2014年01月03日
评论数(3)文 / 陈庆洪
*本文为2007年第10期MESSAGE文章再版
现阶段物流仓储行业进入了一个快速的发展期,各种各样的先进技术、先进设备在物流仓库的应用层出不穷,它们的应用极大的提高了仓库的作业效率、降低了仓库的拣货差错率、提高了作业的时效性。在这些设备和技术中,拣货设备和方案的选择是各类仓库的建设过程中最重要的环节之一。本文仅针对各类物流仓库的拣货设备和技术方案进行论述和探讨。
行业内使用的拣货设备和技术方案可以根据所使用的设备分为以下几种:
l 手工纸面单据
l 手工打印标签
l 无线手持终端(Wireless Handing Terminal)
l 电子拣货标签(Digital Picking Tag)
l 自动分选传送带
l 自动拣货机
l 自动立体库
l 无线拣货小车
l 无线语音拣货
一个物流仓库可以按照不同的货品类型采用多种方案和设备,也可以根据投资预期选择最适合自己的拣货方案组合。下面就针对前四种设备和技术方案的原理、特点、应用场景进行介绍。
一、手工纸面单据
手工纸面单据作为最原始的一种拣货方法广泛应用于物流仓库的拣货流程。它的特点是流程简单,所需设备单一,容易被员工接受。根据作业方式可以分为拣货单和分货单,格式如图1,图2所示。
拣货单一般照客户进行打印,一张拣货单是一个客户的;一张拣货单中包含多个商品明细,并且按照货位排序打印,一个货位放置一种货品,拣货员工按照货位顺序从对应的货位取得相应数量的货品,并在拣货单据上使用笔进行标记;直到这张单据上的所有纪录标记完毕。
分货单一般按照先商品后客户进行打印,一张分货单一般包含多个货品,每个货品下包含多个客户,打印时按照客户的相对集货位顺序进行排序。分货时分货员先取一个货品放在拖车上,按照客户顺序将商品逐个放到对应的货位上,并在分货单据上使用笔进行标记,直到这张单据上的所有纪录标记完毕。
手工纸面单据最大的缺点是拣货时双手不能得到完全解放,拣货差错率较高,难以统计拣货人员工作量。最原始的拣货方法并不意味着低效率;如果仓库场地能够做到有效的规划,即使使用这种最原始拣货方法,也会有较高的效率。这些因素中尤其重要的一点是拣货动线规划。而且这种方法具有投资低的优势,特别适合规模较小、业务较少的物流仓库作业。
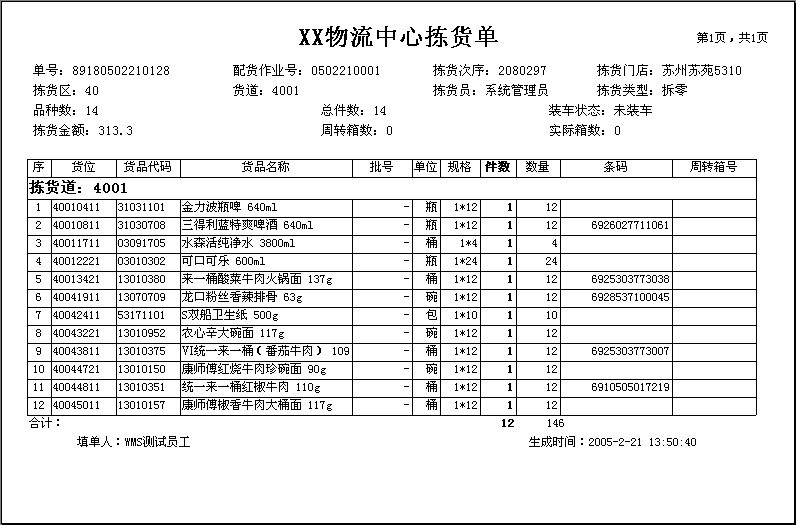
图1手工纸面拣货单格式

图 2 手工纸面分货单格式
二、手工打印标签
这是使用不干胶标签进行拣货的一种方式,这种方式在国内较少被采用。它的特点是流程简单,一个拣货区仅需要一台标签打印机,加一个ID卡刷卡器,拣货员容易掌握。多用于摘果式拣货作业。
一般作业过程是这样的,拣货员拉一辆拖车到作业点旁边,将员工卡放在ID卡刷卡器上刷过,系统自动分配一张拣货单(属于一个客户的),并通过标签打印机打印出一串不干胶;这串标签中包含多个标签,每个标签代表一件商品,并且是按照货位排序进行打印的;拣货员根据标签上打印的货位顺序从相应的货位上取出货品,放置到拖车上并将这张标签张贴在货品外箱上,如果有多个标签指向的都是同一个货位,即代表要从这个货位取多件相同的商品,并将这些标签一一张贴在这些货品上;直到拣货员手上的标签全部张贴完毕,即代表该张拣货单已经拣货完成。
手工打印标签有诸多优点,拣货差错率很低(接近于0);能够比较及时和信息系统进行库存同步(因为在刷卡的时候扣除库存);非常方便统计拣货人员工作量。同样要求仓库场地能够做到有效的规划;其中良好的拣货动线规划也非常重要。这种方法具有投资较低、应用简单,比较适合于单个客户要货品种分散、并且每个品种要货件数少的物流仓库作业,例如便利仓库的整件货品拣货。

图 3 手工打印标签格式
三、无线手持终端
基于无线局域网、采用移动式的无线手持终端进行拣货作业的一种方案。这种方式比较多地应用近几年建设的一些新物流中。它的特点是全程无纸化,在整个过程中根据无线手持终端的指导进行拣货,多用于摘果式拣货。
一般作业过程:拣货员开叉车或者拉拖车,先在无线手持终端上发出指令:开始拣货,信息系统自动给该无线手持终端分配拣货单,拣货员根据无线手持终端的显示指示到相应的货位上将货品取下,扫描货品条码,如果货品无误则再点好具体拣货数量,在无线手持终端上确认拣货;一条拣货指令确认完成后,系统自动跳出下一个货位的拣货指令,直到该拣货单全部拣货完毕。
现阶段无线网络已经被广泛地应用于各行各业,整体的成本也比前几年有了较大幅度的下降;但首先稳定的无线信号传播会受客观环境的限制,这就要求仓库的建设过程需要考虑无线网络使用的注意问题,比如仓库的层高,无线AP点的分布等等。其次无线手持终端是较专业和较贵重的设备,拣货人员需要培训手持终端电脑的操作习惯和注意事项。
无线手持终端也有诸多优点,拣货货品差错率为0(因为使用扫描条码,一般情况不可能出错),拣货件数差错率也很低(接近于0),能够非常及时和信息系统进行库存同步(因为在确认数量的时候扣减库存),也可以非常方便统计拣货人员工作量,并且可以不受固定场地的限制,可以在整个仓库任何有无线信号的地方作业;但是使用无线手持终端有些时候不能够非常有效的解放双手。这种方案一般投资较高、专业性强,比较适合于单个客户每个要货品种要货件数较多,或者直接使用叉车拣货的物流仓库作业,例如超市物流仓库的整件货品拣货,批发形态的物流仓库拣货。

图 4 无线手持终端

图 5 无线手持终端拣货界面
四、电子拣货标签
电子标签辅助拣货系统(CAPS)是采用先进电子技术和通讯技术开发而成的物流辅助作业系统,通常使用在现代物流中心货物分拣环节,具有效率高、差错率低的作业特点。电子标签辅助拣货系统根据两种不同的作业方式,可分为摘取式拣货系统DPS(Digital Picking System)和播种式拣货系统DAS(Digital Assorting System),见图6、图7所示。
摘取式拣货系统DPS,是指将电子标签安装于货架储位上,一个储位放置一项产品,即一个电子标签代表一项产品,并且以一张拣货单为一次处理的单位,系统会将拣货单中有拣货商品所代表的电子标签亮起,拣货人员依照灯号与显示数字将货品从货架上取出放进拣货箱内。这就是摘取式拣货系统。

图6 摘取式拣货作业流水线
播种式拣货系统DAS,是指每一个电子标签代表一个客户或是一个配送对象,以每个品项为一次处理的单位,拣货人员先将货品的应配总数取出,并将商品信息输入,系统会将代表有订购此项货品的客户的电子标签点亮,配货人员只要依电子标签之灯号与显示数字将货品配予客户即可。这就是播种式拣货系统。

图7 播种式拣货作业流水线
无论是摘取式电子标签拣货系统还是播种式电子标签拣货系统,它的网络设备构成如图8所示。它是一套完整的、独立的电子标签系统,一般由比较独立的一套控制软件进行标签的显示调度。可以采用接口的方式和WMS系统进行对接。
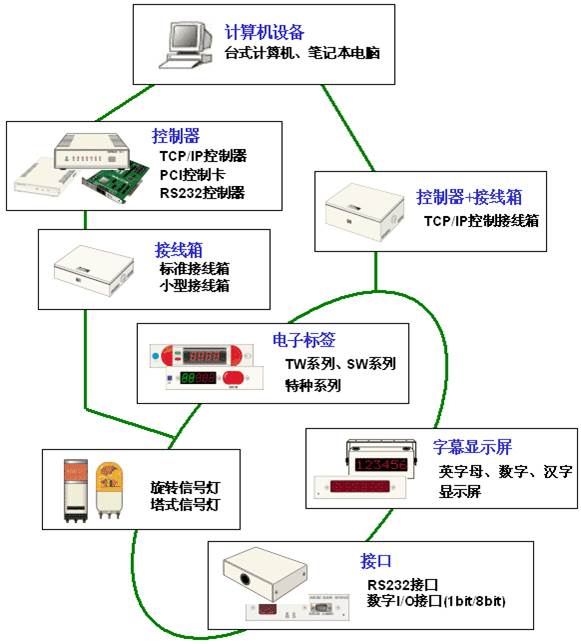
图8 电子标签拣货系统构成图
这类方案在日本和台湾的各类物流中广泛被采用,一般多用于拆零商品的拣货。拣货差错率非常低,也能够比较及时和信息系统进行库存同步(因为一般在一张拣货单全部完成的时候扣减库存),可以非常好的解放拣货人员双手,并且每个拣货人员的活动范围较小,极大的降低了拣货人员的大量走动无用功,从而使得拣货效率大幅度提高,也可以比较方便统计拣货人员工作量;但是电子标签方案要有固定的拣货流水线。这种方案一般投资较高、经过简单培训拣货人员可以很快熟练,比较适合于拆零比较高的物流仓库拣货,例如便利超市物流仓库的拆零货品拣货。
基于电子标签的方案现在已经发展出许多扩展型的应用,一般有以下几种:
l 在标签流水线上安装区段满箱标签,可以做到每个货品和周转箱的对应。
l 在标签流水线上安装条码扫描枪,可以做到每个货品放入周转箱前进行条码确认,极大地降低了拣货差错率,并且可以取消后续的复核环节。
l 在摘果法中采用一对多的标签,一个标签控制多个货品,可以极大的降低投资成本。
下面比较四种拣货方案的优劣:
拣货方案 | 手工纸面单据 | 手工打印标签 | 无线手持终端 | 电子拣货标签 |
所需设备 | 普通针式打印机 | 标签打印机 ID卡设备 | 全套无线网络和手持终端设备 | 全套电子标签拣货系统 |
拣货效率 | 较低 | 较高 | 一般 | 较高 |
拣货差错 | 高 | 很低 | 极低 | 低 |
信息及时性 | 差 | 较好 | 好 | 较好 |
工作量统计 | 不方便 | 方便 | 方便 | 较方便 |
投资情况 | 低 | 较低 | 高 | 高 |
仓库规划要求 | 拣货动线规划 | 拣货动线规划 安装标签打印机 | 拣货动线规划 安装无线局域网 | 拣货流水线规划 安装电子标签 使用流利货架或隔板式货架 |
应用场景 | 没有限制所有类型物流仓库 | 超市、便利物流仓库整件拣货 | 超市、批发物流仓库整件拣货 | 超市、便利物流仓库拆零拣货 |
拣货员使用 | 1. 拣货员双手得不到解放 2. 对拣货员要求低,上手快,培训简单 | 1. 拣货员双手得到部分解放 2. 对拣货员要求低,上手快,培训简单 | 1. 拣货员双手得不到解放 2. 对拣货员要求高,需要经过专业培训 | 1. 拣货员双手得到完全解放 2. 对拣货员要求较低,仅需一般培训即可 |
五、案例介绍
客户名称:上海可的源通物流有限公司上海仓库
面积:(常温)+(冷链)
货品品种:2500种(常温)+300种(冷链)
采用拣货方案:
拣货区域 | 品种数 | 拣货方案 | 其他 |
常温整件货品 | 270种 | 手工打印标签 | 两条U型货道 |
常温拆零A类货品 | 600种 | DPS一对一电子标签 | 两条拣货流水线,中间公用一条传送带 |
常温拆零C类货品 | 1500种 | DPS一对五电子标签 | 单“非”字形布局,四条U型货道 |
常温紧急加单 | 所有货品 | 手工纸面单据 | 在非正常作业时间个别门店紧急加单 |
冷链 (全部拆零) | 300种 | DAS一对一电子标签 | 四条拣货流水线,共用两条传送带 |
从以上表格中可以看到常温商品拆零率高达90%,如何提高拣货效率成为了当时常温仓库规划的最大问题,但同时还要兼顾投资成本;所以经过详细计算和验证后采用如上方案,其中A类货品和C类货品,完全是根据货品拣货次数进行ABC分析和EIQ分析得出的结果,从而解决了拣货效率和投资成本的矛盾。
另外在拣货方面就针对以上方案还可以进行进一步的优化,例如常温整件拣货两个U型道的动线是比较长的,根据现场情况分析拣货人员不拣货走路的时间占到整个拣货时间的60-70%,如果能够降低空走的时间,即可提高拣货效率;可的在常温整件拣货区也采用了ABC和EIQ分析方法,将拣货频率高的货品放置在离出口近的地方,拣货频率低的放在远的地方,这样从概率上来讲即可降低整体的空走时间,使得拣货效率得到了进一步的提高。
结束语
企业采用哪种拣货方案,主要看是否有以下三方面要求:一是服务时间要求,二是准确率要求,三是成本要求。从成本角度来看,现阶段我国劳动力成本较低,相比之下电子标签,无线手持终端的成本似乎要高很多。但随着市场竞争的加剧,企业对服务时间和准确率的要求不断提高,企业需要权衡费用和效率间的关系,不能一味地靠增加人力投入来解决对服务时间和准确率的需求。因为一方面单纯的人力补充不可能从根本上提高效率;另一方面从长期来看,人力成本的累加也是一笔越来越大的支出。企业应该根据自身情况,结合自身发展目标,准确判断采用何种方案来实现自身对拣货效率及准确性的提高。